
Why Not Lights-Out Inspection?
Consider a process to enable your CMM to inspect multiple parts unattended, thereby minimizing the impact that part measurement has on your company’s bottom line.




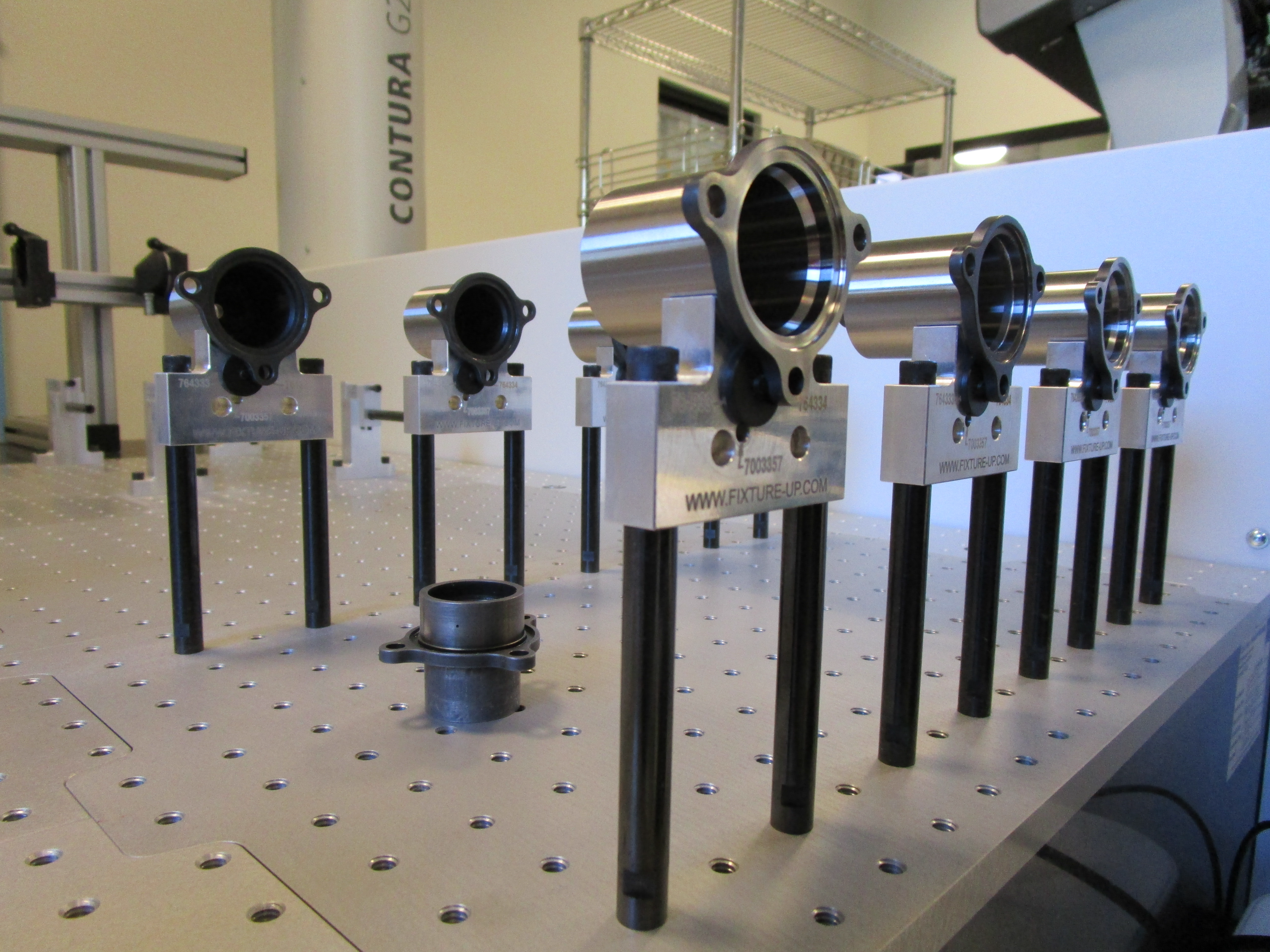
This fixturing plate system enables multiple parts to be repeatably positioned on a CMM table. Each can then be automatically measured without operator intervention. Source (all photos): PDQ Corp.
Your shop might be realizing the benefits of lights-out machining, having established reliable processes to enable machine tools to run unattended overnight or during the day to free operators to perform other duties while machines make chips. But might there be value in rethinking your approach to CMM inspection? Establishing a lights-out parts measurement process can realize similar benefits.
CMM part inspection is often looked upon as a necessary evil. And, for high-volume operations, it can be a bottleneck. Plus, in some cases, only a single part is set up on a CMM, inspected and then removed, oftentimes requiring an operator to flip or reposition the part midway through so the CMM can access all necessary part features.



However, what if, say, at 2:30 p.m., your quality inspector loads a variety of parts onto your shop’s CMM, calls up and strings together their individual measurement programs, and then heads home while the CMM inspects those parts on its own?
A quick-change fixturing system such as Inspection Arsenal, developed by Phillips Precision, might facilitate this scenario.
Inspection Arsenal is a collection of modular fixturing components that offers an alternative to using traditional glue, clay and tape, as well as more costly precision clamps and fixtures to secure parts for measurement. The primary design element that enables repeatable part positioning and quick-change capability is the Loc-N-Load fixture plate system. This includes a docking plate that bolts to one side of the CMM’s table outside of the probe’s travel to maximize the inspection envelope. Individual fixture plates can then be added together like puzzle pieces. These 0.5-inch aluminum plates interlock and remain tightly secured to one another via embedded steel and magnetic inserts. A plate designed to accept a qualifying sphere enables the system’s true position to be established. After that, the plate with sphere can be removed to accommodate large parts and reinstalled without requiring probe recalibration.
The fixture plate shown at the top was developed with lights-out inspection in mind. It uses eight V-block aluminum clamps on stand-offs to hold a family of round steel housings for an aerospace application. The V-blocks have recessed magnets to hold the parts in place during inspection. That way, no mechanical clamps are needed to hold down parts from above that the CMM would otherwise have to work around. The V-blocks can also accommodate various part geometries.

This unattended inspection concept is most valuable when using a large-table CMM that can accommodate many fixtured parts.
Importing CAD models for the CMM table and all fixturing elements into the CMM programming software can then be used to develop concurrent inspection routines. Setting up planes around each modeled part/fixture/plate system can ensure that the CMM knows to avoid the area around those elements. This prevents collisions with those elements when moving from one part to another. Depending on the CMM software, it could be possible for it to perform a simulation to ensure there will be no collisions.
The beauty of this process is that once inspection programs are created for a part, it can be easy to call up those models and string them together to enable the CMM to perform a number of measurement operations one after another. Because of the fixturing plate repeatability, plates can be located in various different positions on the table.
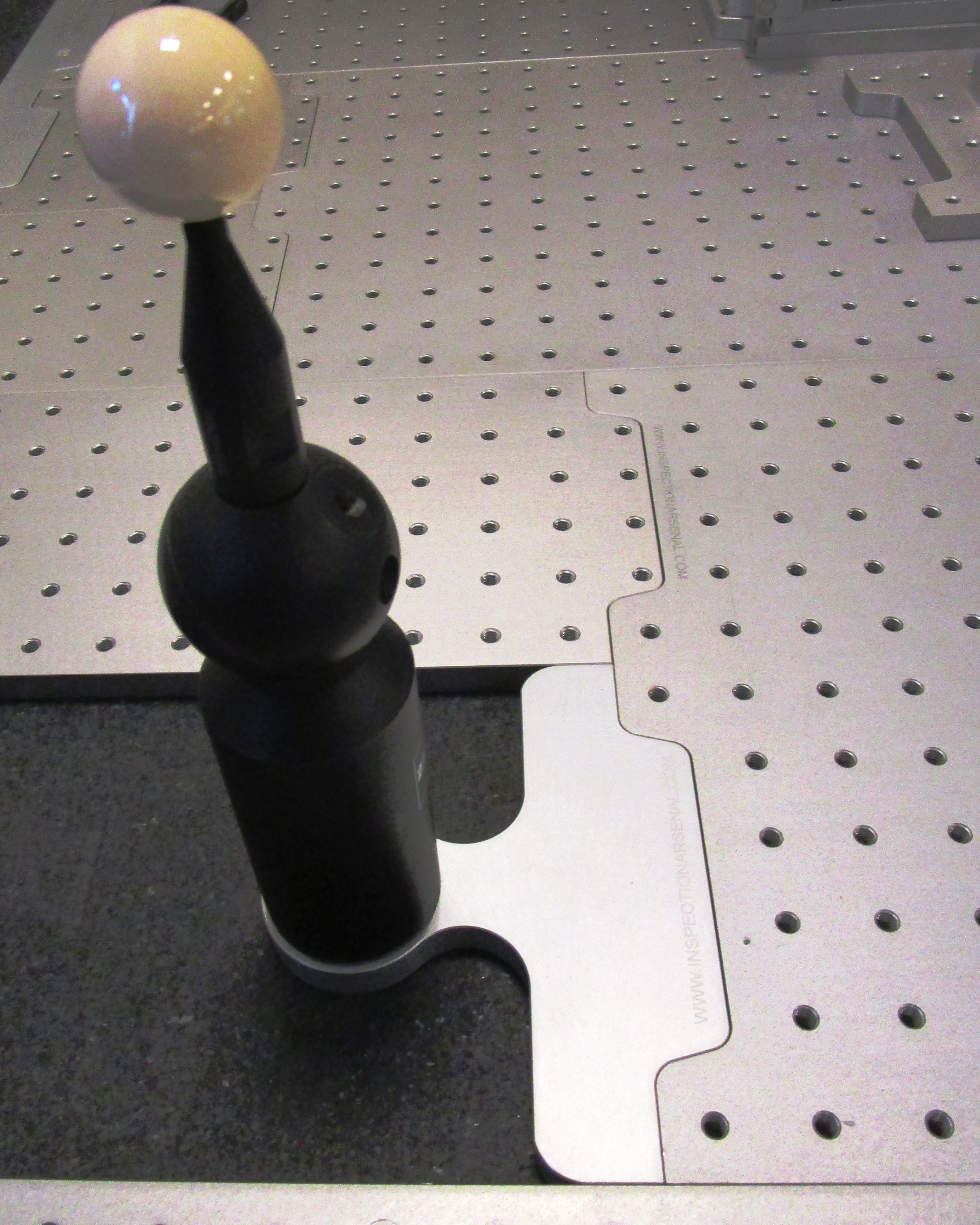
A plate designed to accept a qualifying sphere enables the system’s true position to be established.
Each possible plate position could be assigned a location number, too. Then, the CMM programmer can simply change the CMM coordinate system to match the location of the first plate/part on the table. Once that is defined, the CMM knows the location of all the other plates/parts on its table. That also means that an operation no longer has to jog the CMM probe to the part to pick up a plane, hole location or some feature to enable the CMM to know how a part is oriented on the table.
The unattended CMM inspection concept is most beneficial when using large-table CMMs. For shops with both a large and small CMM, the small one could be dedicated to first-article or one-off measurement projects.








Related Content

Streamlining Part Measurement, Data Collection Processes
When collecting measurement data automatically with a wireless data collection system, manual errors can be eliminated ensuring data accuracy and traceability.
Read More
PMTS 2023 Product Preview: Measurement
Learn about some of the latest measurement solutions that will be on display at PMTS 2023.
Read More
The Value of CMM Controller Retrofits
In this case, new controllers for two coordinate measuring machines — one 26 years old — with new programming software offers the possibility to enable multisensor inspection of critical, turned aerospace components.
Read More
Replace Repetitive Measurement With DIY Robotic Automation
After minimal training, a shop can learn how to use this robotic inspection system configured for a shopfloor application to supersede repetitive, time-consuming, high-mix gaging processes. It can then be redeployed for another application somewhere else in the facility.
Read MoreRead Next

A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More
Approach PMTS 2025 With a ‘Process’ Mindset
High-volume machining operations are more apt to think about the entire process of producing parts beyond the machine tools themselves. All such technology is presented at the 2025 edition of the Precision Machining Technology Show.
Read More
The Lost Art of Mastery
There is value to honing and mastering a craft. But it takes time and experience.
Read More